 扫一扫,手机浏览
扫一扫,手机浏览

- 技术文章
微透镜阵列应用在激光焊接中的方案
2022-02-28 16:28:00 来源:维尔克斯光电
我们开发了4款标准品,型号为:ML-S300-F5、ML-R500×158-F10、ML-R300×400-F10和ML-R500×300-F6.7。这些型号分别能够产生正方形和长方形的光斑,光斑比例分别为:1:1、3:1、3:4以及5:3。(详细参数见下表)微透镜型号 子单元形状 子单元尺寸/um 焦距/mm 镜片尺寸/mm 镀膜 ML-S300-F5.0 正方形 300 5 10×10/7.5×7.5 未镀膜 ML-R500×158-F10 矩形 500×158 10 22×14 未镀膜 ML-R300×400-F10 矩形 300×400 10 14×14 未镀膜 ML-R500×300-F6.7 矩形 500×300 6.7 12×12 未镀膜 我们成功地把这些微透镜阵列激光焊接方案推广给了国内激光焊接的龙头公司,在3C、消费电子、手机配件、精密电路的很多复杂加工应用中都取得了很好的效果。通过这些成功案例,海纳光学在915nm激光焊接匀化光斑领域树立了国内领先的地位。对于具体的光路结构,我们研究了单微透镜、双微透镜等方案,得到了大量的实验数据和经验,能够有效指导用户的选型和缩短开发周期。微透镜匀光光路,*终的匀光光斑的比例以及形状,受子单元的形状与相应的比例所影响。例如常见的矩形光斑,可以在制作微透镜的时候,调整子单元为相应比例的矩形口径即可实现。但由于出射光是汇聚的,所以,为了更好地实现匀光光斑的形状,出射后的光束所经过的光程必须足够大,否则得到的光斑会产生变形,如矩形的比例可能变化,其边缘不再锐利、矩形图案变成圆角的矩形等等。这个问题可以通过调整聚焦局与工作面的距离实现,这会影响成像光斑的大小尺寸。也可以通过改变聚焦镜的焦距。
与DOE匀光元件相比较,ROE匀光元件的成本更为低廉,性价比更高,更有利于工业的批量化生产。作为ROE型元件的微透镜阵列,其将高斯光匀化成平顶光的过程中,产生的能量损耗要比DOE元件小的多。与单微透镜阵列的匀光光路相比,双微透镜阵列光路对入射光的发散角具有一定的容差。但是其对比单透镜阵列,光路组长度更长,对于高集成的激光焊接头而言,寸寸空间都是难言可贵的。然而,单阵列透镜高斯光匀光光路,其效果相比双阵列的,会有些差异。实际的设计,还得结合实际情况,仁者见仁。
激光焊接与激光切割、激光打标共同构成激光加工技术的“三驾马车”,在工业领域得到广泛应用。
激光焊接作为一种现代焊接技术,是上个世纪*伟大的发明之一。自其发明之日起,被广泛应用于高端精密制造领域,尤其是新能源汽车及动力电池行业。尽管其具有配件昂贵,维修成本高等特点,但因其具有诸多优异与传统焊接工艺的有点,而得到了广泛推广。根据工作原理和加工场景的不同,激光焊接可分为复合焊接、激光钎焊、热传导焊、深熔焊和激光传导焊接五种。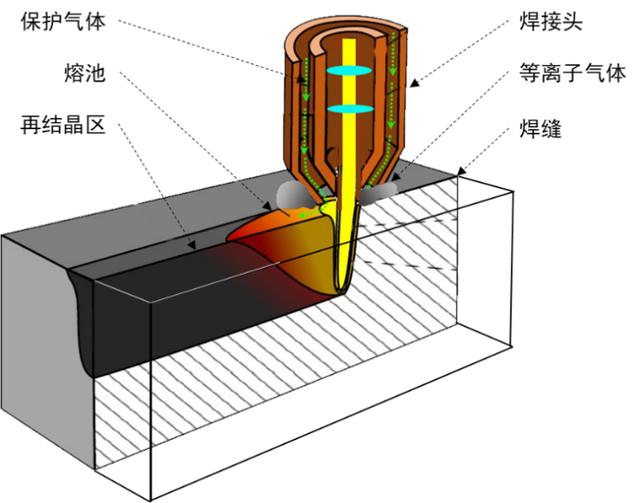
深熔焊示意图
激光焊接的优势应用领域:小区域内选择性的能量应用――降低热应力和减小热影响区,匀化光斑能获得更好的效果;接合缝窄、表面平滑――不需要后续再焊接修补;高强度与低焊接体积结合――焊接后的工件可以进行其它加工,例如经受弯曲或者液压成形;易于集成:可与其他生产操作结合;良好的程序控制――结合机床控制和传感器系统检测工艺参数并保证质量。热传导焊接深度范围在仅仅几十分之一毫米到一毫米。金属的热导率限制了*大的焊接深度,焊接点的宽度总是大于它的深度
由于被焊接的材料对激光能量的敏感性,不同激光器和加工参数的焊接效果可能完全不同。为了对焊件输出统一、稳定的焊接激光束,就需要激光输出功率具有良好的一致性或者能够精确控制激光输出功率,功率过低会导致焊接熔融不足而影响焊接质量,功率过高或上下波动会导致飞溅、气孔等不良效果。因此,激光器能量的控制就成为激光焊接*为关键的技术之一。
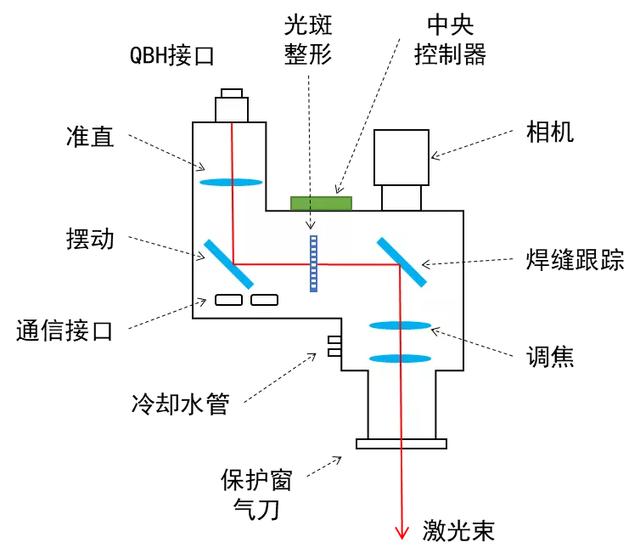
激光的高斯能量分布的匀光,即将其转化成平顶光,是激光焊接绕不开的技术问题。高斯光的不均能量分布,会影响深融池的形成、焊接处的形状以及焊接稳定性。所以,绝大部分的焊接设备,都会在激光头处设计高斯光的匀化整形光路组,将其转化成平顶光,在经过聚焦镜在一定工作距离的焊接面形成特定大小的匀光光斑。根据匀化原理的不同,主要分成衍射性匀化(DOE)和折射性匀化(ROE)两种。这中,微透镜阵列以其不俗的匀化效果,高性价比愈发收到激光焊接领域的青睐。近年来,基于微透镜阵列匀化作用的激光焊接头也得到各大厂商的关注。
激光光源经过扩束准直后,平行入射。平行入射的激光束,打在第1面微透镜阵列上,经过每个子单元的聚焦,重新形成阵列排布的焦点。可近似地将入射的光束,看成对应于透镜阵列的光束簇阵列。重新聚焦后的多个小光束相互叠加,基于阵列排布的对称性,也即出射小光束的对称性,小光束的不均匀性相互抵消,*终在接收屏幕上形成均匀的目标光斑。原理图如下:(双微透镜阵列匀光光路)
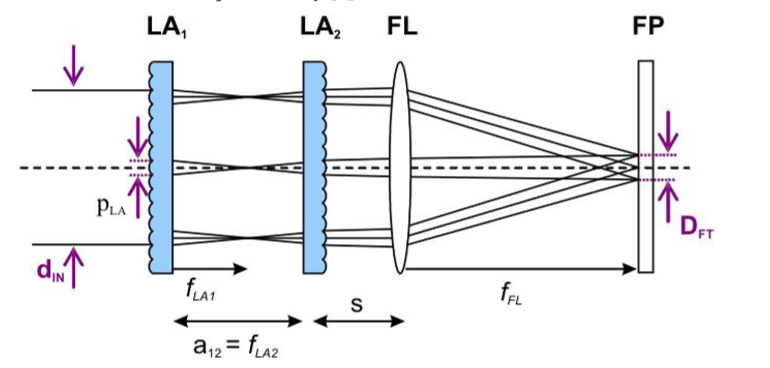
通过调整聚焦局的工作距离和焦距,可以在相应的工作距离上得到特定尺寸匀光光斑。
新发布 -
-

深圳维尔克斯光电有限公司
咨询电话
18926463275代理可饱和吸收镜,显微镜载物台,衍射光学元件,太赫兹透镜,微透镜阵列,Holo/Or,BATOP,NOIR,DUMA,Tydex,B.Halle,PRIOR
内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。主营产品:激光防护眼镜,衍射光学元件,显微镜载物台,太赫兹透镜,太阳能模拟器,光斑分析仪深圳维尔克斯光电有限公司 电话:0755-84870203 手机:18926463275 地址: 龙岗区平湖华南城一号馆五楼C